

SMT是一種電子裝聯技術,用大白話說就是把電子元件通過設備打到PCB板上,再通過爐子加熱把元件固定到PCB板上,采用元器件表面貼裝技術和回流焊接技術為特點,在電子廠和工業廠房這種技術應用廣泛。
DIP是一種集成電路的封裝方式,集成電路的外形為長方形,在其兩側則有兩排平行的金屬引腳,稱為排針。DIP包裝的元件可以焊接在印刷電路板電鍍的貫穿孔中,或是插入在DIP插座上。
電子廠smt車間供氣
SMT車間需要通風,回流焊和波峰焊設備需配置排風機。對于全熱風爐,排風管道的最低流量值為500立方英尺/分鐘。工作中會接觸到化學試劑,SMT無塵車間主要由于精密電子元器件的表面貼裝或表面組裝,如果車間內灰塵太多,就會會對材料的組裝或焊接造成影響,而且會加大設備磨損,甚至出現設備故障。
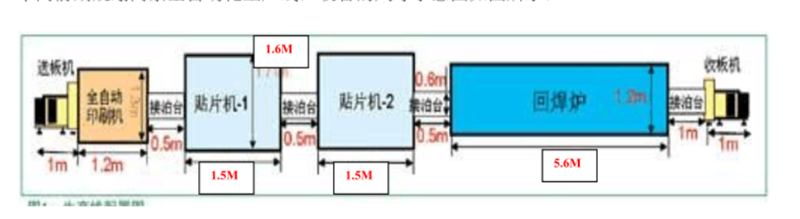
SMT車間有印刷機6臺,進口3臺,國產3臺,SMT車間上板機、下板機,回流焊接管道,SMT貼片機車間生產線需要接氣,具體設備與接氣要求如下:

(1)壓縮空氣供氣
氣壓含固體顆粒直徑小于1微米,含油量小于1mg/m³;流量氣泵采用螺桿式,廠房車間需潔凈無塵,有條件考慮10W級的無塵車間,標準為固體顆粒含量為10萬個,0.5微米以上。
(2)SMT車間供氣系統空壓機配置
1、一般環境所用到的氣壓標準為:5-6KG或者0.5bar。
2、要求空壓機輸出的實際功率比額定功率多2KG,經過一系列程序,氣壓會有所損失并減少。
3、流量大小與空壓機功率成反比,輸出氣壓越高流量越低。
(3)空壓機選型
根據本項目中6臺全自動印刷機,所以選用50P兩臺,儲氣罐需要1立方米就足夠了,把儲氣罐(2立方米)出氣口關閉,儲氣罐壓力為零的情況下,開啟空壓機用秒表從空壓機加載的時間計算起(零公斤壓力)一直到空壓機卸載的時間至8分鐘即可。
(4)供氣管道選型
SMT供氣氣路管道的話應采用316及304不銹鋼材質,主供氣管最好采用直徑大于10MM,供氣管道末端出墻上樓頂進行排空管道的安裝施工。
DIP車間氮氣供氣系統管道安裝
對于SMT和DIP車間用戶來說,確定爐子中氮氣純度后,再確定缺氮機出口管道尺寸規格與純度要求,通常一條SMT生產線采用年氣量為20m3/hr的儲氮罐就足夠了。
現有的兩間smt生產中心,一樓車間長度是44米,寬度為27米,總面積為1152平方米,目前廠車前間面地為普通的水磨石地面,且沒有建立起防靜電系統,無法滿足SMT車間的防靜電要求,車間預留兩個接地端子,后續可以建立SMT車間的靜電防護系統。車間內無調空和加濕設備,無法滿足SMT車間對溫濕度控制的要求。目前2條線備用車間電力充足,滿足車間內所有設備的電力需求。車間進入部分規劃為后續的線邊倉庫,實現物料的快速配送。
電子廠smt車間供氣氣路配置
1)在生產中心北墻外貼著中央空調房,新建一間空壓機房。占地面積21平方。
2)新增捷豹螺栓式空氣壓縮機1臺,型號EAS-30變頻式,排氣壓力0.8Mpa,排氣量3.4m3/min;
3)現有一臺儲氣罐生產日期為2009年2月,生產廠家建議使用年限為7年,現已達到廠家建議期限。工程部意見將現有儲氣罐做報廢處理,再更換一個新儲氣罐,儲氣容量1m3。
4)氣路主管道使用DN80鍍鋅管制作預估80米,并安裝一個快開球閥門控制總氣路,SMT一線與SMT二線使用的分支管道使用DN40鍍鋅管制作預估40米,各用氣設備出氣口處安裝快開球閥門與快速接頭,新能源線體使用分支氣路米數待定。預留SMT三線與四線設備擺放位置上方預留電源橋架與氣源接口,便于后期設備添加時電源與氣源安裝。




